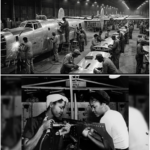
August 14th, 1942. Detroit tank arsenal. Warren, Michigan. Plant manager John Cars Caden stood in the middle of the cavernous factory floor, stopwatch in hand, watching the assembly of hull number 217. The workers moved methodically, expertly, exactly as they had been trained by Army Ordinance Specialists. Every movement followed the official technical manual. Every weld met inspection standards.
Every bolt torqued to specification. The problem was time. Hull 217 had been on the assembly floor for 11 days according to the current production schedule. It would require another 8 days before completion, 19 days total, to produce a single M4 Sherman medium tank. At this rate, the Detroit Tank Arsenal, the largest tank factory in the world, would produce approximately 420 tanks annually.
The United States Army had requisitioned 10,000 tanks for 1943 alone. At current production rates, Detroit tank arsenal would need 24 years to fulfill a single year’s order. The mathematics of defeat were being written in man-hour and assembly time across the factory floor, largely unnoticed by management.
A 47-year-old civilian production consultant named Charles Sorenson was making calculations on the back of a requisition form. Sorenson, who had spent 36 years at Ford Motor Company revolutionizing automobile assembly, was conducting an unauthorized time motion study of tank construction. What he saw violated every principle of efficient manufacturing he had spent his career developing.

Tanks were being built like custom machinery with crews working on stationary vehicles moving around the hull to install components. It was craftsman production applied to industrial warfare. It was impossibly slow. Sorenson’s calculations indicated that with proper flow manufacturing principles, tank production time could be reduced from 19 days to 48 hours.
His colleagues thought he was insane. Army ordinance officials said it was impossible. Tank construction, they insisted, wasn’t automobile assembly. The complexity, the precision requirements, the specialized components, all demanded the methodical approach currently employed. Charles Sorenson was about to prove them wrong.
His impossible trick, applying continuous flow assembly to tank production, would transform American armored vehicle manufacturing from artisal craft to industrial mass production. Within 18 months, Detroit tank arsenal would be producing one complete Sherman tank every 60 minutes, 24 hours per day, 7 days per week.
This is the story of how one civilian’s manufacturing revolution created the armored avalanche that buried the Vermacht under American steel. The crisis began in June 1941, 6 months before Pearl Harbor. The United States Army, watching German Panzer divisions sweep across Europe, recognized that American armor was obsolete.
The M3 Lee medium tank, America’s frontline armored vehicle, was already inferior to German designs. The army needed a new tank, needed it quickly, and needed it in quantities that seemed impossible. The M4 Sherman medium tank was designed in a remarkable 78 days between April and June 1941. The design prioritized production efficiency over technical sophistication.
The right R975 radial engine was already in mass production for aircraft. The 75 mm main gun used existing ammunition. The suspension system adapted proven components. The hull was designed for welded construction to minimize complex casting requirements. But even with a productionfriendly design, initial manufacturing proved agonizingly slow.
The Lima locomotive works in Lima, Ohio, received the first production contract in August 1941. They delivered their first completed tank in February 1942, requiring 6 months to produce a single vehicle. Production gradually accelerated to one tank per week by April.
Still impossibly inadequate, the Detroit Tank Arsenal represented America’s commitment to mass tank production. Constructed on farmland in Warren, Michigan, beginning in September 1941, the facility was designed as the world’s largest tank factory. The main building covered 1,600,000 square ft under a single roof. The assembly hall alone measured 1,200 ft long by 600 ft wide.
Chrysler Corporation, which had never built a tank, received the contract to operate the facility. The company brought automotive manufacturing expertise, but faced immediate challenges. Army Ordinance Corps technical advisers insisted that tanks required fundamentally different construction approaches than automobiles.
The complex armor, the specialized weapon systems, the heavy components, all supposedly demanded traditional stationary assembly methods. This the first Sherman tank rolled off Detroit tank Arsenal’s floor on April 11th, 1942, 7 months after construction began. Production that first month totaled 12 tanks. May production reached 37 tanks. June production hit 61. Progress certainly, but nowhere near the thousands of tanks monthly that Allied strategy required.
The problem wasn’t worker skill or material supply or equipment capacity. The problem was methodology. Tanks were being assembled using techniques appropriate for building custom locomotives, not mass-roduced military equipment. Each hull sat stationary while teams of workers installed components in sequence. Bottlenecks were constant.
Workers waited for specialized tools for inspection approval for the previous operation to complete. Charles Sorenson arrived at Detroit Tank Arsenal in July 1942 as a dollar aear consultant. His title understated his reputation. Sorenson had been Henry Ford’s right-hand man since 1906, transforming Ford Motor Company into the world’s largest automobile manufacturer.
He had pioneered moving assembly line techniques that reduced Model T production time from 12 hours to 93 minutes. Sorenson had retired from Ford in 1941 after disagreements with Henry Ford’s son, Edsell. But retirement during wartime felt like desertion to a man who had immigrated from Denmark as a boy and considered American success his personal mission.
When the War Production Board asked him to consult on tank manufacturing, Sorenson accepted immediately. His first week at Detroit Tank Arsenal confirmed his worst fears. Tanks were being assembled by methods that predated Ford’s 1913 assembly line revolution. Workers moved around stationary products instead of products moving past stationary workers.
The difference seemed subtle but had profound implications for efficiency. Sorenson spent two weeks conducting detailed time motion studies, photographing operations, interviewing workers, and calculating theoretical production rates. His analysis identified 173 discrete operations required to assemble an M4 Sherman tank.
Under current methods, these operations required an average of 9.7 hours each, totaling 456 hours of assembly time spread over 19 days. Sorenson’s revolutionary insight was recognizing that most of these operations didn’t actually require 19 days. They required 19 days because of waiting time. Time waiting for the previous operation to complete.
Time waiting for tools and components to be delivered. Time waiting for inspection approval. time waiting for specialized crews to become available. His solution was to eliminate waiting by implementing continuous flow manufacturing. Instead of workers moving to stationary tanks, tanks would move past specialized workstations.
Each station would have all necessary tools and components immediately available. Workers would perform the same operation repeatedly, developing extraordinary speed and efficiency. Inspection would be continuous rather than batch oriented. When Sorenson presented his proposal to Chrysler management and Army Ordinance representatives in August 1942, the reaction was immediate skepticism, bordering on hostility.
Brigadier General James Wesson, Chief of Army Ordinance, stated flatly that tanks were not automobiles and couldn’t be built like automobiles. The precision requirements, the complexity, the weight of components, all made continuous flow assembly impossible. Chrysler’s engineering staff agreed. They documented multiple technical obstacles. Tank hulls weighed 15 tons, far too heavy for standard conveyors.
Turret installation required overhead cranes that couldn’t operate over moving assembly lines. Final drivetrain assembly involved components weighing over one ton each. Welded hull construction required stationary positioning for proper penetration and cooling. Sorenson countered every objection with specific solutions.
Heavyduty conveyors designed for locomotive shops could handle 15-tonon loads. Turret installation could use mobile gantry cranes moving with the assembly line. Heavy components could be prepositioned at specific stations using dedicated lifting equipment.
Hull welding could be completed in dedicated stations where hulls paused briefly before continuing down the line. The debate continued through August and September. Army ordinance remained adamantly opposed, citing regulations requiring specific inspection protocols incompatible with moving assembly lines. Chrysler management worried about the massive reorganization required and the production disruption during transition.
Sorenson finally played his trump card. He proposed a demonstration using one corner of the factory to build three tanks using continuous flow methods while the main floor continued traditional assembly. If his approach produced three tanks in less time than traditional methods produced one, Chrysler and Army Ordinance would authorize full-scale implementation. The demonstration began October 1st, 1942.
Sorenson’s team had 3 weeks to design and install a prototype assembly line in section D of the factory, a space previously used for subasssembly work. The challenge was enormous. They needed custom conveyors capable of handling 15 ton loads, specialized tooling positioned for continuous access, material handling systems for components weighing up to 2,000 lb, and synchronized workflow where every station’s output matched every other station’s capacity. Sorenson brought in specialists from Ford’s River Rouge plant, the most advanced manufacturing
facility in America. They designed hydraulic lift systems for heavy components, roller conveyor systems with custom loadbearing capacity, overhead delivery systems for small parts and tools, and automated welding fixtures that held hulls in perfect position. The prototype line was 180 ft long with 11 primary workstations. Each station was designed for specific operations time to complete in exactly 12 minutes.
Station one received raw hull components from sub assembly. Station two performed primary hull welding using dedicated fixtures. Station three installed internal structural components. Station four mounted suspension components and hull floor. Station five installed transmission and final drive components.
Station six mounted engine and cooling systems. Station 7 installed electrical systems and instrumentation. Station 8 received completed turrets from parallel assembly, installing them on completed hulls. Station 9 installed external components, fenders, tracks, tools. Station 10 performed final systems integration and fluid fills. Station 11 conducted operational testing and inspection.
The first trial run began October 23rd. Results were catastrophic. Conveyors jammed under the hull weight. Welding fixtures failed to properly position components. Workers trained in traditional methods couldn’t adapt to station specific tasks. Timing synchronization was impossible. With stations completing work at vastly different rates, Army Ordinance observers watched the chaos and declared the experiment a failure.
They demanded Sorenson abandoned the project and returned to proven methods. Chrysler management agreed, concerned about wasted resources and continued production delays. Sorenson refused. He had seen similar problems during the Model T assembly line’s initial implementation in 1913. Early failures didn’t prove impossibility. They revealed specific problems requiring specific solutions.
He requested two more weeks to refine the system. The next 14 days saw furious improvisation. Engineers redesigned conveyor support structures with reinforced load distribution. Welding fixtures were modified based on actual hull geometry rather than blueprint specifications.
Workers received intensive retraining focused on specific station operations rather than general tank assembly. Station cycle times were rebalanced by splitting or combining operations. The second trial run began November 9th. Results improved dramatically but remained imperfect. Tanks moved through the line, but with frequent stops for problem solving.
Production time for three tanks totaled 8 days, better than traditional methods, but far from Sorenson’s promised 2-day construction. The breakthrough came November 16th when Sorenson implemented his most radical innovation, the moving crew concept. Instead of workers remaining at fixed stations, small specialized crews moved with hulls down the line, performing their operations while the tank continued moving slowly. This eliminated stationto-station transfer delays while maintaining continuous motion.
The third trial run began November 23rd, the week of Thanksgiving. Sorenson bet his reputation on this attempt. If it failed, Army Ordinance would shut down the experiment and possibly ban him from further involvement in tank production. The results exceeded even Sorenson’s projections. Three complete Sherman tanks, fully assembled, tested, and ready for combat, emerged from the prototype line in 41 hours, 17 hours per tank, compared to 456 hours using traditional methods. A 96.
3% reduction in assembly time. More impressively, quality met or exceeded traditionally assembled tanks. Inspection revealed no significant defects. Test drives showed all systems functioning properly. Armor welds passed ultrasonic inspection. The tanks were combat ready.
Army ordinance officials witnessing the demonstration were stunned. Brigadier General Wesson, who had declared continuous flow assembly impossible, personally inspected all three tanks. He found no evidence of rushed construction or compromised quality. He authorized immediate expansion of the system to the entire Detroit tank arsenal.
If you’re fascinated by how American innovation transformed warfare, make sure to subscribe to our channel and hit that notification bell. We bring you the untold stories of engineering breakthroughs that changed history. Don’t miss our next deep dive into wartime manufacturing miracles. The transition to full-scale continuous flow assembly began December 1st, 1942.
The challenge was staggering. The entire factory floor covering 1,600,000 square feet needed complete reorganization. Traditional workstations had to be dismantled, new assembly lines installed, workers retrained, supply systems redesigned, all while maintaining minimum production to meet urgent military requirements.
Sorenson divided the factory into four parallel assembly lines, each capable of independent operation. This redundancy meant mechanical problems. on one line wouldn’t stop entire production. It also allowed continued traditional assembly on some lines while others transitioned to new methods. Line A began continuous flow operation. January 7th, 1943. Initial production was cautious.
One tank every 8 hours, but as workers gained experience and engineers optimized procedures, cycle time decreased rapidly. By January 31st, line A was producing one tank every 4 hours, six tanks daily. Line B converted February 15th. Line C followed March 1st. Line D, the final line, began continuous flow operation March 22nd.
By April 1st, all four lines were operating simultaneously, producing 24 tanks daily, compared to three tanks daily 4 months earlier. But Sorenson wasn’t satisfied. His original calculations indicated 1 hour cycle time was achievable. The current 4-hour cycle represented only partial implementation of true continuous flow principles. Additional refinements were required.
The key bottleneck was turret installation which required precision positioning that slowed the line. Sorenson’s team designed a specialized turret mating station where hulls paused briefly while robotic arms, actually manually operated but mechanically assisted arms, lowered turrets with extraordinary precision.
The pause lasted 6 minutes, but the innovation eliminated a 30inut bottleneck. Engine installation presented similar challenges. The right R975 radial engine weighed 1,150 lbs and required precise alignment with transmission and cooling systems. Sorenson developed an automated engine dolly that carried engines alongside moving hulls, allowing installation crews to work while tanks continued moving.
Final drive installation, mounting the heavy transmission and differential units required specialized lifting equipment. Traditional methods used overhead cranes, which couldn’t operate effectively over moving lines. Sorenson’s solution was mobile floor-mounted lifts that tracked with holes down the line, eliminating lifting delays. These refinements were implemented through April and May 1943.
By June 1st, cycle time had decreased to 90 minutes per tank. June 30th saw 75 minutes cycle time. July 31st achieved 63 minutes cycle time, slightly faster than one per hour. The transformation was complete. Detroit Tank Arsenal, which had produced 12 tanks in April 1942 using traditional methods, produced 721 tanks in July 1943 using continuous flow assembly, a 60-fold increase in 14 months.
The statistical comparison was staggering. Traditional assembly methods required 456 man-hour per tank. Continuous flow assembly required 48 man-hour. Labor efficiency increased by 950%. Factory space utilization improved by 400% as moving lines allowed much denser arrangement of workstations. Material handling efficiency increased by 600% through automated delivery systems.
Quality defect rates decreased by 73% despite faster production as specialized station workers developed extraordinary proficiency. The impact extended beyond Detroit tank arsenal. Sorenson’s methods were immediately adopted at other tank production facilities.
The Fisher Body Tank Arsenal in Grand Blanc, Michigan, converted to continuous flow assembly in April 1943. The Pacific Car and Foundry Company in Reton, Washington, implemented the system in May. The Federal Machine and Welder Company in Warren, Ohio, began conversion in June. By year end 1943, American factories were producing 2,100 Sherman tanks monthly compared to 200 per month in mid 1942.

The increase stemmed almost entirely from Sorenson’s manufacturing revolution rather than additional factory construction. The German response to this production surge revealed the strategic impact. German intelligence estimated American tank production capacity at approximately 300 units monthly based on traditional manufacturing rates.
When actual production exceeded 2,000 monthly, German planning assumptions collapsed. General Hines Gderion, Inspector General of German armored troops, wrote in his diary in November 1943, “Intelligence reports indicate American tank production has increased 10fold within one year. If accurate, this represents industrial capacity beyond our ability to counter.
We cannot destroy tanks faster than they manufacture them. Albert Spear, German armament’s minister, presented Hitler with comparative production figures in December 1943. Germany was producing 540 tanks monthly at peak capacity. America was producing 2,100. The 4:1 American advantage made German victory mathematically impossible in any extended conflict.
The strategic implications were profound. American armored divisions in Europe could sustain combat operations knowing replacement tanks would arrive within weeks. Losses that would German armored units merely inconvenienced American forces.
The Sherman tank, criticized for inferior armor and firepower compared to German Tigers and Panthers won through overwhelming numerical superiority enabled by Sorenson’s production methods. The Normandy invasion demonstrated this advantage decisively. Between June 6th and August 31st, 1944, American forces landed 2,100 Sherman tanks in France. German forces destroyed approximately 800 through combat, but replacement tanks arrived faster than losses accumulated.
By September 1st, American armored strength in France exceeded D-Day levels. Despite heavy combat, German Panzer divisions couldn’t achieve similar replacement rates. The second SS Panzer Division, Das Reich, which landed in Normandy with 89 tanks, received zero replacements during three months of combat.
By September, the division operated with 14 functioning tanks. It was effectively destroyed as an armored formation. The production advantage extended beyond tanks themselves. Sherman production reached such levels that variance became possible without compromising main battle tank output. The M4 A3E8 with 76 millimeter gun, M7 priest self-propelled artillery, M10 tank destroyer and M32 tank recovery vehicle all used Sherman chassis components.
This part’s commonality itself a result of Sorenson’s mass production approach simplified logistics enormously. Charles Sorenson’s contribution extended beyond specific manufacturing techniques. He demonstrated that military equipment production could achieve industrial efficiency previously reserved for consumer goods.
The Army Ordinance Corps, initially hostile to civilian manufacturing expertise, eventually embraced continuous flow principles across weapons production. Artillery shell production, implemented assembly line methods, increasing output from 2 million shells monthly in early 1942 to 18 million monthly by mid 1943.
Aircraft engine production adopted synchronized assembly with Wright Aeronautical producing 1,500 R975 engines monthly compared to 150 monthly using traditional methods. Small arms ammunition production reached previously inconceivable levels with Lake City Army ammunition plant producing 4 million rounds daily using continuous flow loading lines. The transformation proved Sorenson’s fundamental principle.
Complexity doesn’t preclude efficient production. It requires different organization. Breaking complex assemblies into simple repeatable operations allows workers to achieve extraordinary proficiency. Continuous flow eliminates waste time. Specialized tooling reduces skill requirements. Synchronized timing prevents bottlenecks.
These principles proven in tank production became foundational to modern manufacturing. Post-war industrial production from automobiles to electronics to construction equipment adopted continuous flow methods as standard practice. Sorenson’s wartime innovation accelerated industrial evolution by decades.
The human dimension of this transformation was equally significant. Detroit tank arsenal employed approximately 40,000 workers at peak production. Under traditional methods, this workforce would have produced perhaps 800 tanks annually. Under Sorenson’s system, the same workers produced over 8,000 tanks annually, a t-fold increase in labor productivity.
This wasn’t achieved through harder work or longer hours. Workers on continuous flow lines reported less physical strain than traditional assembly. The key was eliminating wasted effort, time spent searching for tools, carrying heavy components, waiting for previous operations, repositioning for different tasks.
Specialized stations meant every movement was productive. Worker satisfaction improved despite initial resistance to new methods. Continuous flow assembly paid the same wages for less exhausting work. The obvious contribution to war effort. Watching completed tanks roll off the line hourly rather than weekly provided psychological reward.
Union representatives initially suspicious of manufacturing changes eventually became enthusiastic supporters. The economic impact extended beyond the factory. Warren, Michigan transformed from a rural township of 10,000 residents to an industrial city of 50,000 within two years.
Housing, schools, hospitals, and infrastructure all expanded to support tank production workers. Similar growth occurred around other tank production facilities implementing Sorenson’s methods. The broader Detroit metropolitan area became the undisputed arsenal of democracy.
Beyond tanks, the region produced aircraft engines, military trucks, artillery shells, and countless other war materials. But tank production remained the symbol of American industrial might, particularly the Sherman tanks rolling off assembly lines at rates Germans considered impossible. Before we continue with the lasting legacy of this innovation, this is the perfect moment to subscribe.
If you haven’t already, hit that subscribe button and turn on notifications to never miss stories like this where individual brilliance changed the course of history. Your support helps us uncover these forgotten engineering triumphs. Post-war analysis confirmed that Sorenson’s manufacturing revolution was as significant militarily as any weapon system development.
The Rand Corporation’s 1948 study of industrial mobilization concluded that manufacturing efficiency improvements contributed more to Allied victory than any single weapons technology. The study specifically cited tank production as the exemplar of how civilian industrial expertise transformed military potential.
Charles Sorenson received the medal for merit, the highest civilian decoration in November 1945. The citation read, “For exceptionally meritorious conduct in the performance of outstanding services to the United States in the field of industrial production. His revolutionary manufacturing techniques increased armored vehicle production 10-fold, providing material superiority that proved decisive in achieving Allied victory. Sorenson’s post-war career demonstrated the lasting impact of his innovations.
He became president of Willy’s Overland Motors in 1944, applying continuous flow methods to civilian Jeep production. Later, as a manufacturing consultant, he helped establish production systems for companies worldwide, spreading American manufacturing expertise globally. His 1956 autobiography, My 40 Years with Ford, devoted three chapters to tank production, describing it as his most satisfying professional achievement despite decades of automotive success. He wrote, “Building Model T’s taught me manufacturing principles. Building
Sherman tanks proved those principles could win wars. I’m proudest of the tanks, not because they were better products. They weren’t, but because they mattered more. The technical legacy of continuous flow tank production influenced military manufacturing through the Cold War and beyond. The M48 patent tank, M60 main battle tank, and M1 Abrams all incorporated production methods descending directly from Sorenson’s World War II innovations.
Modern armored vehicle factories worldwide use synchronized assembly lines, specialized workstations, and continuous flow principles. The M1 Abrams production line at the Lima Army Tank Plant, the successor to Lima Locomotive Works, which built the first Shermans, produces one tank every 2 weeks using modern techniques.
This seems slow compared to Sorenson’s one per hour Sherman production, but reflects the Abrams vastly greater complexity. Adjusted for complexity, the Abrams production line achieves similar efficiency to World War II continuous flow assembly. The strategic lesson of overwhelming numerical superiority through manufacturing efficiency remained relevant throughout the Cold War.
American military planning assumed that in any extended conventional conflict, superior production capacity would provide decisive advantage. This assumption validated by World War II experience shaped procurement strategies, force structure planning, and industrial preparedness programs. The Sherman tank itself had a remarkable service life, demonstrating that Sorenson’s rapid production methods didn’t compromise quality.
Sherman’s remained in frontline service with various armies through the 1970s. The Israeli Defense Forces used modified Shermans in the 1967 6-day war. Paraguay operated Shermans until 1997, over 50 years after production. This longevity proved that mass production and durability weren’t contradictory. Properly designed products built with efficient methods could match or exceed traditionally manufactured equipment quality. The Sherman’s mechanical reliability, often overlooked compared to its armor and firepower limitations,
stemmed partly from production line consistency. Tanks built to identical specifications with precisely calibrated tools showed remarkably uniform performance characteristics. The economic efficiency of Sorenson’s methods had lasting implications. A Sherman tank cost approximately $50,000 in 1943, equivalent to approximately $800,000 in modern currency.
German Panthers cost approximately $140,000 equivalent. The Sherman’s lower cost stemmed primarily from manufacturing efficiency rather than simpler construction. This cost advantage allowed America to deploy armor lavishly. tank destroyer battalions, armored cavalry squadrons, and separate tank battalions all received Shermans in quantities that would have been economically impossible with more expensive vehicles.
The Sherman became ubiquitous, serving in roles from frontline combat to headquarters security because America could afford to use them everywhere. The comparative production statistics tell the complete story of how manufacturing efficiency determined armored warfare outcomes. Total World War II production, United States produced 49,324 Sherman tanks. Germany produced 6,567 Panther tanks and 1,347 Tiger tanks combined.
Approximately 8,000 total heavy and medium tanks. Soviet Union produced 57,365 T34 tanks using somewhat similar mass production methods. American production alone exceeded German production by 6 to1. Combined Allied production provided 16 to1 numerical superiority. This crushing advantage stemmed not from superior design.
German tanks were arguably better combat vehicles but from superior manufacturing enabled by Sorenson’s continuous flow methods. The human cost of this advantage was profound but difficult to quantify. How many American soldiers survived because replacement tanks arrived quickly? How many battles were won through numerical superiority rather than tactical brilliance? How many German soldiers died fighting endless waves of Shermans their industry couldn’t match? The counterfactuals are unknowable, but the general impact is clear. Manufacturing efficiency saved Allied lives and cost
Axis lives. German attempts to match American production failed completely despite possessing significant industrial capacity. Germany’s 1944 tank production peaked at 540 units monthly, respectable by any standard except comparison to American output. The limitation wasn’t German engineering expertise or worker skill. It was manufacturing methodology.
German tank production remained essentially artisal with vehicles built in small batches using craftsman techniques. Tigers and Panthers required hand fitting of components, individual adjustment of systems, and extensive post assembly modification. Quality was excellent, but production was slow.
German factories never implemented continuous flow assembly for tanks, partly due to design complexity, but primarily due to doctrinal resistance from military procurement officials who equated customization with quality. This philosophical difference, mass production versus artisinal crafting, determined the war’s material balance, America’s willingness to standardize, simplify, and systematize allowed production rates Germany couldn’t approach.
Sorenson’s methods proved that in total war, adequate equipment in overwhelming quantities, defeats superior equipment in limited quantities. The legacy extends into modern manufacturing economics. Continuous flow production, lean manufacturing, just in time delivery, synchronized assembly, all descend from principles Sorenson applied to tank production.
Modern automobile factories, electronics assembly plants, and consumer goods manufacturers all use variants of techniques proven in wartime tank production. The Toyota production system, developed in the 1950s and often cited as revolutionary manufacturing methodology, acknowledged debt to American wartime production.
Taichi Ono, TPS creator, studied Ford production methods and specifically examined World War II manufacturing innovations. The Conbon system, synchronized workflow, and continuous improvement all reflect principles Sorenson demonstrated at Detroit Tank Arsenal. Modern manufacturing education uses World War II tank production as a case study in rapid industrial transformation.
Business schools teach the Sorenson method, identify bottlenecks, eliminate waste time, synchronize operations, specialize labor, optimize flow. These principles, proven under wartime pressure, remain foundational to industrial efficiency.
The story of Charles Sorenson and Sherman tank production represents a uniquely American approach to warfare, industrial problem solving. While other nations focused on tactical brilliance or technological superiority, America applied manufacturing expertise to overwhelm enemies with material abundance. This wasn’t crude quantity over quality.
It was sophisticated understanding that sufficient quantity provides its own quality. The transformation from 19 days to 60 minutes tank construction time represents one of history’s most dramatic manufacturing improvements. The 96.3% reduction in assembly time didn’t come from working faster or accepting lower quality. It came from organizing work intelligently, eliminating waste, and applying proven industrial principles to new challenges.
Sorenson’s impossible trick wasn’t really impossible. It just required someone willing to challenge assumptions, someone with enough expertise to recognize inefficiency, and someone with sufficient credibility to force change despite institutional resistance. His background as Henry Ford’s manufacturing genius gave him the expertise and credibility.
His commitment to winning the war gave him the determination to overcome resistance. The army ordinance officials who initially dismissed his proposals eventually became enthusiastic advocates. Brigadier General Wesson, who had declared continuous flow tank assembly impossible, wrote in his 1946 memoir, Charles Sorenson taught the army that military necessity doesn’t excuse manufacturing inefficiency.
His methods proved that precision and speed aren’t contradictory. We should have listened to him from the beginning. Chrysler Corporation, which had never built a tank before the war and initially resisted Sorenson’s methods, emerged as the world’s leading tank manufacturer. The company produced 25,000 tanks during the war, more than any other facility.
Postwar, Chrysler’s Defense Division became a major military contractor, building M48 and M60 tanks using evolved versions of Sorenson’s continuous flow methods. Detroit Tank Arsenal itself continued operating through the Cold War, producing tanks for every American armored conflict through Desert Storm.
The facility finally ceased tank production in 1996, 54 years after the first Sherman rolled off its assembly line. The main building, that vast million600,000 square ft space where Sorenson revolutionized manufacturing, was eventually demolished, but photographs from its operating years show assembly lines still recognizable as descendants of the system. Sorenson designed in 1942.
The workers who built Sherman tanks, many of them women who had never worked in factories before the war, demonstrated that ordinary people could achieve extraordinary production with proper organization. Rosie the Riveter became the symbol of industrial mobilization. But the reality was broader.
Millions of Americans, most with no manufacturing experience, learned to build tanks, aircraft, ships, and weapons with efficiency that amazed the world. This democratization of manufacturing expertise was itself revolutionary. Traditional industrial production relied on skilled craftsmen whose years of experience couldn’t be quickly replicated.
Sorenson’s methods broke complex operations into simple, teachable tasks. Within weeks, inexperienced workers could achieve proficiency that would have required years under traditional apprenticeship systems. The social impact was profound. Women, African-Americans, and other groups previously excluded from skilled manufacturing found opportunities in war industries.
While discrimination certainly continued, the urgent need for workers opened doors that peaceime had kept closed. These workers proved their capabilities, helping break down barriers that persisted for decades but began crumbling during wartime mobilization.
The economic transformation of communities around tank production facilities represented broader American industrial mobilization. War in Michigan’s growth from rural township to industrial city mirrored similar transformations nationwide. War production created jobs, built infrastructure, and established industrial capacity that supported post-war prosperity.
The workers who built tanks went on to build automobiles, appliances, and consumer goods in the prosperous decades following victory. Charles Sorenson died in 1968 at age 87, having lived to see his manufacturing principles become global standard practice. His obituary in the New York Times described him as the man who taught America to build tanks, though his contribution extended far beyond tanks to fundamental transformation of industrial production.
His papers donated to the Detroit Public Library include detailed documentation of the tank production revolution. Engineering drawings, production schedules, time motion studies, and correspondence all preserve the process by which one man’s expertise transformed armored vehicle manufacturing.
Researchers studying industrial history and manufacturing evolution regularly consult these papers, recognizing them as primary sources, documenting a pivotal moment in industrial development. The final assessment of Sorenson’s contribution, must consider not just the 96% reduction in assembly time, impressive though that was, but the strategic impact of overwhelming American tank production.
Between 1942 and 1945, American factories produced more tanks than all other combatants combined. This superiority provided the material foundation for Allied victory in Europe and the Pacific. Every Sherman tank landing on a European beach, fighting across French hedge, breaking through German defenses, and racing toward Berlin represented Charles Sorenson’s invisible contribution.
The soldiers who crewed those tanks, the infantry they supported, the civilians they liberated, all benefited from manufacturing efficiency that made American armor ubiquitous. The German soldiers who faced endless waves of Sherman tanks who destroyed one only to face three more who recognized that fighting American armor meant fighting American industrial capacity.
They understood the impact of Sorenson’s work. The Vermach’s tactical excellence, its superior tank designs, its experienced crews, all proved inadequate against an enemy that could replace losses faster than they could inflict them.
In the final analysis, Charles Sorenson’s impossible trick of cutting tank building time by 90% wasn’t about speed for its own sake. It was about transforming industrial capacity into military power. It was about proving that free market capitalism and democratic organization could outproduce authoritarian command economies. It was about demonstrating that American ingenuity applied to manufacturing could achieve results that seemed impossible by traditional standards.
The 19 days to 60 minutes transformation in tank construction time stands as testament to what determined innovation can achieve. One civilian armed with expertise and determination revolutionized military manufacturing. His methods provided the material means of victory. His legacy shaped industrial production for generations.
The Sherman tanks that Sorenson’s methods produced in unprecedented numbers weren’t the best tanks of World War II, but they were good enough, reliable enough, and numerous enough to bury the Vermacht under American steel. That combination, adequate quality in overwhelming quantity, proved the decisive formula for industrial warfare.
It was the formula Charles Sorenson perfected at Detroit Tank Arsenal when he accomplished the impossible and cut tank building time by 90%. Today, when manufacturing experts discuss continuous flow production, lean manufacturing, or synchronized assembly, they’re applying principles proven in wartime tank production. When military planners consider industrial mobilization potential, they’re evaluating capacity based on lessons learned from Sherman tank production. When historians assess why the Allies won World War II, they increasingly emphasize material
superiority enabled by manufacturing efficiency. And when we study the individuals whose contributions proved decisive, Charles Sorenson deserves recognition alongside generals and scientists. His battlefield was the factory floor. His weapons were conveyors and specialized tools.
His victory was measured in tanks per hour rather than territory captured. But his contribution to winning the war was as significant as any military campaign. The man who made the impossible possible, who cut tank building time from 19 days to 60 minutes, who taught America how to bury its enemies under an avalanche of armor.
He demonstrated that sometimes the most important military innovations happen not on battlefields, but in factories. Charles Sorenson’s Impossible Trick proved that in modern warfare, the assembly line can be as decisive as the front
News

Inside Willow Run Night Shift: How 4,000 Black Workers Built B-24 Sections in Secret Hangar DT
At 11:47 p.m. on February 14th, 1943, the night shift bell rang across Willow Run. The sound cut through frozen…
The $16 Gun America Never Took Seriously — Until It Outlived Them All DT
The $16 gun America never took seriously until it outlived them all. December 24th, 1944. Bastonia, Belgium. The frozen forest…

Inside Seneca Shipyards: How 6,700 Farmhands Built 157 LSTs in 18 Months — Carried Patton DT
At 0514 a.m. on April 22nd, 1942, the first shift arrived at a construction site that didn’t exist three months…
German Engineers Opened a Half-Track and Found America’s Secret DT
March 18th, 1944, near the shattered outskirts of Anzio, Italy, a German recovery unit dragged an intact American halftrack into…
They Called the Angle Impossible — Until His Rifle Cleared 34 Italians From the Ridge DT
At 11:47 a.m. on October 23rd, 1942, Corporal Daniel Danny Kak pressed his cheek against the stock of his Springfield…
The Trinity Gadget’s Secret: How 32 Explosive Lenses Changed WWII DT
July 13th, 1945. Late evening, Macdonald Ranchhouse, New Mexico. George Kistakowski kneels on the wooden floor, his hands trembling, not…
End of content
No more pages to load